


Unsere Präzisionsdrehfunktionen liefern außergewöhnliche Genauigkeit: Maßgenauigkeit (Durchmessertoleranz ±0,003–0,01 mm, Längentoleranz ±0,005–0,02 mm, Stufenhöhe ±0,01 mm, Passungstoleranz H5–H7); geometrische und Positionsgenauigkeit (Rundheit 0,002–0,005 mm, Zylindrizität 0,003–0,008 mm, Konzentrizität 0,005–0,01 mm, Rechtwinkligkeit 0,008–0,02 mm, Parallelität 0,01–0,03 mm, Rundlauf 0,01–0,02 mm); Oberflächenqualität (Rauheit Ra 0,2–1,6 μm; Präzisionsdrehbearbeitung Ra 0,4 μm; Ultrapräzisionsdrehbearbeitung Ra 0,1–0,2 μm); Dimensionskonsistenz (Chargenabweichung ±0,005 mm, Cpk ≥ 1,67, stabile 6σ-Fähigkeit); und Gerätepräzision (Spindelrotationsgenauigkeit 0,001–0,002 mm, Positionierungsgenauigkeit ±0,002 mm, Wiederholgenauigkeit ±0,001 mm).
|
Maßhaltigkeit |
OD |
AUSWEIS |
T(C) |
DP |
R |
|
Einheit: ±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.002 |
|
Geometrische Genauigkeit |
Rundheit |
Koaxialität |
Geradheit |
Zylindrizität |
Profiltoleranz |
|
Einheit: ±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
Produktionskapazität |
1~999999 Stk |
1~999999 Stk |
1~999999 Stk |
1~999999 Stk |
1~999999 Stk |
|
Produktionszyklus |
3-20 Tage |
3-20 Tage |
3-20 Tage |
3-20 Tage |
3-20 Tage |
Sanluo Precision nutzt fortschrittliche Ausrüstung für das Präzisionsdrehen: Hochpräzisionsdrehmaschinen (MAZAK/DMG MORI/OKUMA; Spindeldrehzahl 5.000 U/min; C-Achsen-/Y-Achsen-Interpolation; ±0,003 mm Präzision); Langdrehmaschinen (CITIZEN/STAR/TSUGAMI; Länge-zu-Durchmesser-Verhältnis ≥50:1; 0,005 mm Konzentrizität); 5-Achs-Dreh-Fräszentren (Ein-Aufspannung-Bearbeitung); hydrostatische Lager (0,001 mm Rotationsgenauigkeit; flüssigkeitsgekühlter Konstanttemperaturausgleich); importierte Schneidwerkzeuge (Kyocera/Mitsubishi/Sandvik; PVD-Beschichtung); Lasersonden (±0,001 mm In-Prozess-Inspektion mit automatischer Kompensation); und KMGs (0,003 mm Offline-Inspektion).
Als professioneller Hersteller, der sich auf Präzisionsdrehbearbeitung spezialisiert hat, unterhält Sanluo Precision eine strenge Prozesskontrolle: CAM-Software für präzise Werkzeugwegprogrammierung, Parameteroptimierung und Simulation; Präzise Parametersteuerung (Schruppdrehen mit ap=1–3 mm für schnellen Materialabtrag; Vorschlichtdrehen mit ap=0,2–0,5 mm zur Verbesserung der Präzision; Schlichtdrehen mit ap=0,05–0,15 mm zur Gewährleistung der Maßhaltigkeit); Schneidflüssigkeit mit konstanter Temperatur (20 °C) zur Minimierung thermischer Verformung; Vollständige Inspektion des ersten Artikels (die Serienproduktion beginnt erst nach der CMM/Weißlicht-Interferometer-Verifizierung); SPC (Statistische Prozesskontrolle) unter Verwendung von Xbar-R-Diagrammen, Echtzeit-Cpk-Berechnung, Trendanalyse und vorbeugenden Anpassungen; und Überwachung der Werkzeuglebensdauer (automatischer Austausch bei Verschleiß und Aktualisierung des Kompensationswerts). Wir bieten professionellen, maßgeschneiderten Präzisionsdrehdienstleistungen für globale Kunden.
|
Parameterkategorie |
Details |
|
Modell |
Hardinge® T-Serie SP® |
|
Kernanwendung |
Ultrapräzisionsbearbeitung und Hartdrehen |
|
Werkzeugkapazität |
12 Werkzeuge |
|
Spindelgeschwindigkeit |
4.000 U/min, 5.000 U/min, 6.000 U/min |
|
Standardleistung |
11 kW, 15 kW, 26 kW |
|
Gesamtabmessungen |
Länge: 2.489 mm, 3.257 mmBreite: 2.121 mm, 2.312 mmHöhe: 2.089 mm, 2.123 mm |
|
Maschinengewicht |
5.940 kg, 7.800 kg |
|
Typische Verwendung |
Präzisionsdrehbearbeitung Teilebearbeitung |
|
Parameterkategorie |
Details |
|
Modell |
136CNC Hochpräzisions-Drehzentrum |
|
Marke |
Schaublin |
|
Kernpositionierung |
Kombiniert hohe Präzision und Effizienz und ist für anspruchsvolle Präzisionsbearbeitungsaufgaben geeignet |
|
Temperaturkontrollsystem |
Das vollständige Temperaturkontrollsystem der Maschine sorgt dafür, dass alle Komponenten auf konstanter Temperatur arbeiten, um thermische Verformungen zu verhindern |
|
Schlüsselpräzision |
Rundheit: 0,2 μm; Oberflächenrauheit: Ra 0,05 μm |
|
Turmsystem |
Ausgestattet mit einem brandneuen Sauter-Revolver, Positionierungsgenauigkeit des Werkzeughalters: ±1 μm |
|
Genauigkeit der C-Achse |
2 Bogensekunden |
|
Bearbeitungskapazität |
Hartdrehen bis HRC65, Bearbeitung von Titanlegierungen |
|
Kernvorteile |
Überlegene Bearbeitungsgenauigkeit und hervorragende Konsistenz |
|
Typische Anwendung |
Präzisionsbearbeitung von Drehteilen |
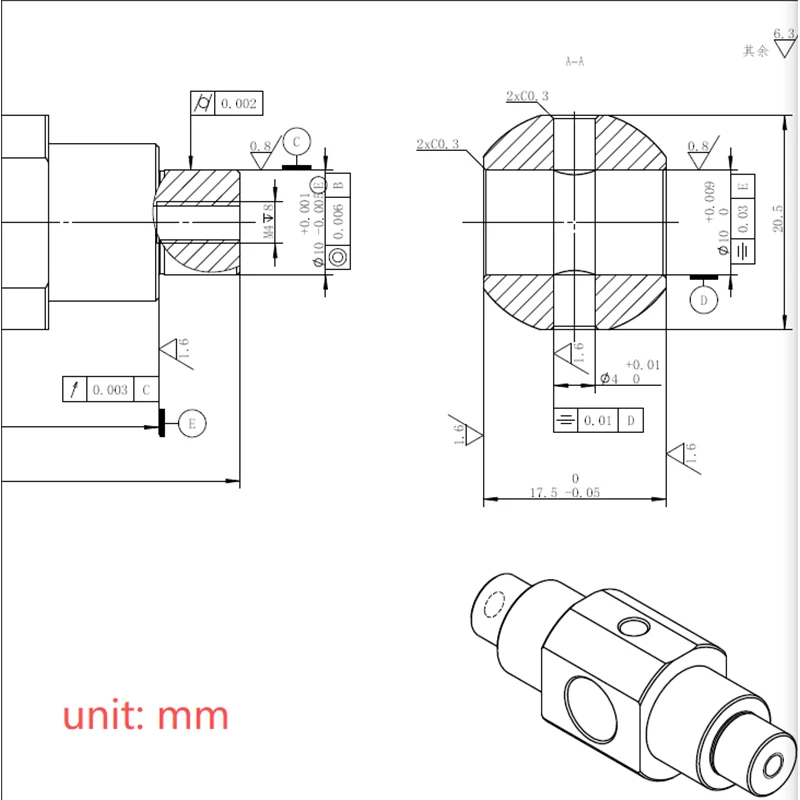


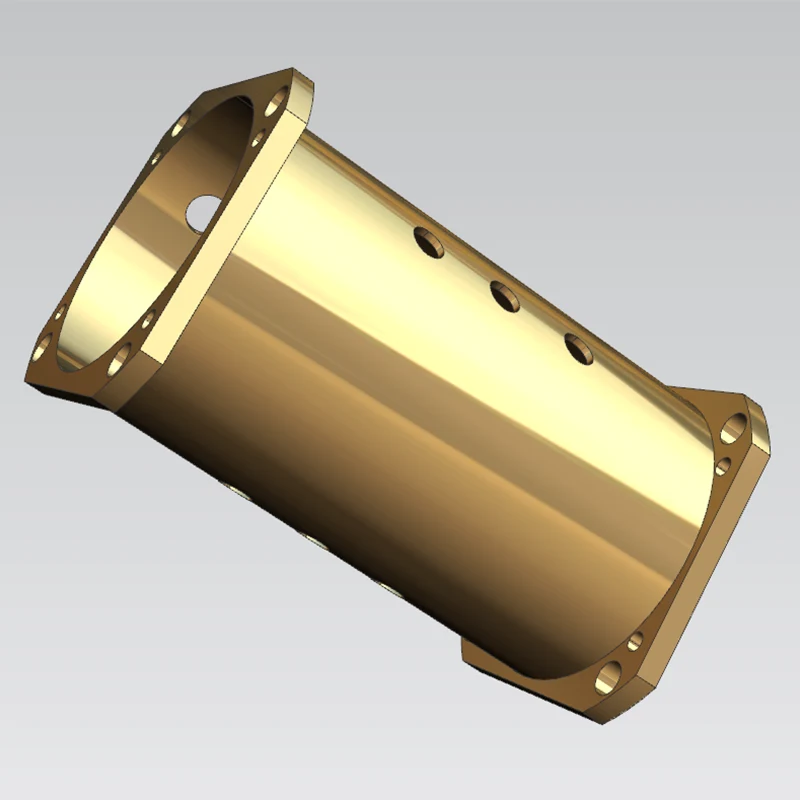
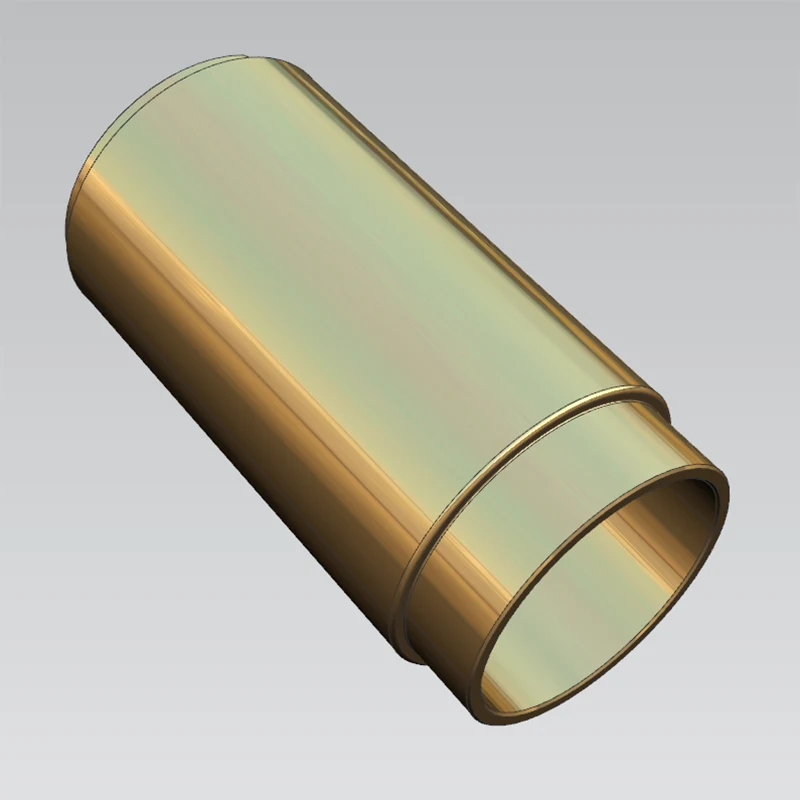
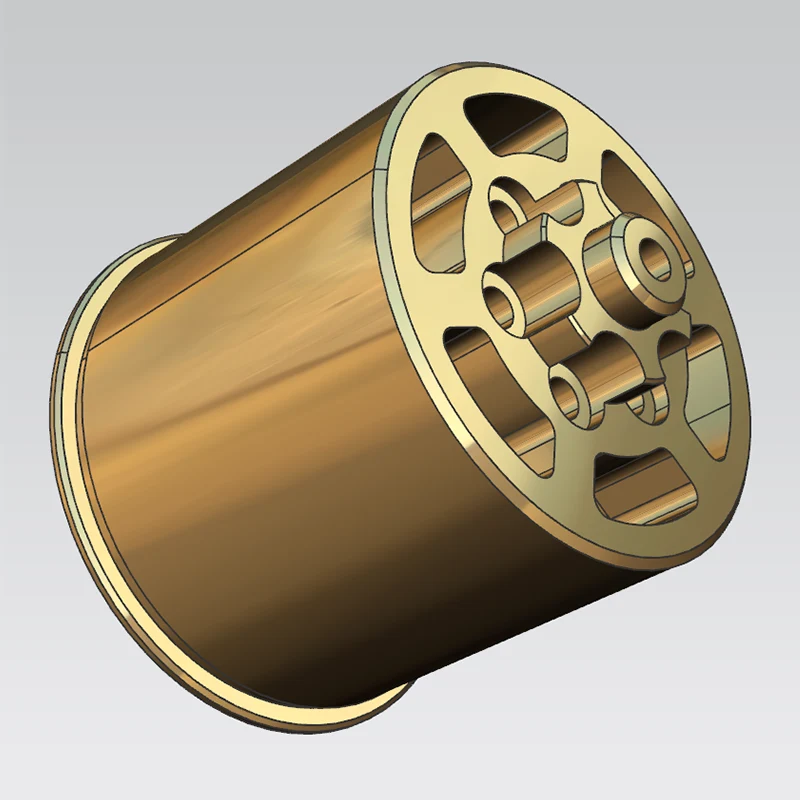
Werkstück: Rotorträger für Industriemotoren der 50er-Serie
Material: TC4-Titanlegierung
Anwendung: Eine zentrale tragende und passende Komponente in Industriemotoren. Das Produkt muss zwei Anforderungen an strukturelles Leichtgewicht und hohe Festigkeit bei wechselnden Belastungen erfüllen, was eine äußerst strenge Kontrolle der geometrischen und dimensionalen Toleranzen erfordert.
Zeichnungsspezifikationen: Die Koaxialität zwischen der kritischen passenden Innenbohrung und dem Außendurchmesser muss ≤0,02 mm betragen; alle nicht spezifizierten geometrischen Toleranzen müssen dem GB/T 1184-h-Standard entsprechen; Eine strenge Kontrolle ist auch für den Endflächenschlag und die Positionsgenauigkeit des Außenprofils relativ zu den internen Positionierungsschlitzen erforderlich.
Inhärente Materialherausforderungen: Die Titanlegierung TC4 hat eine sehr geringe Wärmeleitfähigkeit und eine hohe Duktilität/Zähigkeit, was zu einer langsamen Wärmeableitung beim Schneiden führt. Dadurch ist das Material anfällig für Werkzeughaftung, Werkstückverformung (Werkzeugabstoßung) und lokale thermische Verformung. Herkömmliches CNC-Drehen kann aufgrund von Fehlern aufgrund mehrerer Aufspannungen und unzureichender Werkzeugsteifigkeit die Anforderungen an geometrische Toleranzen im Mikrometerbereich nicht konsequent erfüllen.
Frühere Outsourcing-Probleme: Der ursprüngliche Lieferant nutzte einen herkömmlichen Drehprozess mit mehreren Aufspannungen; Die Koaxialität überschritt stets die Toleranzen. Nach dem Zusammenbau wiesen die Motoren sowohl im Leerlauf- als auch im Lastbetrieb übermäßige Vibrationen und Geräuschpegel auf (die die Auslegungsschwellen übertrafen), und wiederholte Nacharbeiten führten nicht dazu, dass die Teile wieder auf den Standard gebracht wurden.
3.1. Optimierung des Spannprozesses: Der Multi-Setup-Ansatz wurde zugunsten einer Single-Setup-Methode unter Verwendung eines einheitlichen Datums aufgegeben. Der Außendurchmesser, die Endfläche und die passende Innenbohrung werden in einem Arbeitsgang fertigbearbeitet, wodurch Fehler bei der Verschiebung des Bezugspunkts, die durch mehrere Aufspannungen verursacht werden, vollständig vermieden werden.
3.2. Kontrolle der Grobbearbeitungszugabe: Eine gleichmäßige Schlichtzugabe von 0,2 mm ist für alle kritischen Passflächen reserviert. Dies verhindert unausgeglichene Schnittkräfte während der Endbearbeitung – verursacht durch ungleichmäßiges Material – und minimiert das Risiko eines Werkzeugabstoßes weiter. 3.3. Schneidkühlung und Parameteranpassung: Während des gesamten Prozesses wird eine kontinuierliche Sprühkühlung mit einer speziell für die Titanlegierung TC4 entwickelten Hochdruck-Schneidflüssigkeit eingesetzt, um die Wärme schnell abzuleiten und thermische Verformungen zu unterdrücken. Während der Endbearbeitung werden spezielle Schnittparameter – niedrige Geschwindigkeiten und hohe Vorschübe – mit hochfesten, vibrationsdämpfenden Werkzeugen abgestimmt, um die elastische Durchbiegung zu mildern, die für Titanlegierungen charakteristisch ist.
3.4. Endbearbeitung komplexer Strukturen: Da interne Aufnahmeschlitze und Montagelöcher nicht in einem einzigen Drehvorgang geformt werden können, werden für die anschließende Bearbeitung kundenspezifische Aufnahmevorrichtungen verwendet; Dies minimiert vorrichtungsbedingte Wiederholgenauigkeitsfehler und stellt sicher, dass die Positionsgenauigkeit der Schlitze und Innenlöcher relativ zum Bezugspunkt den Spezifikationen entspricht.
Umfangreiche Prüfausrüstung: Koordinatenmessgerät (KMG) und hochpräzises Rundheitsmessgerät; 100-prozentige Prüfung kritischer Abmessungen.
Gemessene Präzisionsdaten: Die Koaxialität zwischen Innen- und Außendurchmesser beträgt konstant ≤0,01 mm; Der Stirnseitenschlag beträgt ≤0,008 mm. Alle Form- und Positionstoleranzen sowie Maßtoleranzen entsprechen sowohl den technischen Zeichnungen als auch der nationalen Norm GB/T 1184-h.
Projekt-Feedback: Prototypenmuster haben den Abnahmetest des Kunden durch Dritte beim ersten Versuch bestanden. Die Rotorhalterung zeigte eine hervorragende Passgenauigkeit und die Vibrations- und Betriebsgeräuschpegel des fertig montierten Motors erreichten wieder die Designstandards. Massenproduzierte Einheiten arbeiten derzeit stabil im Feld; Die strukturellen Festigkeits- und Leichtgewichtskennzahlen erfüllen alle Nutzungsanforderungen, was den Kunden dazu veranlasst, dies als langfristigen Outsourcing-Vertrag für alle nachfolgenden Bestellungen desselben Modells zu bezeichnen.
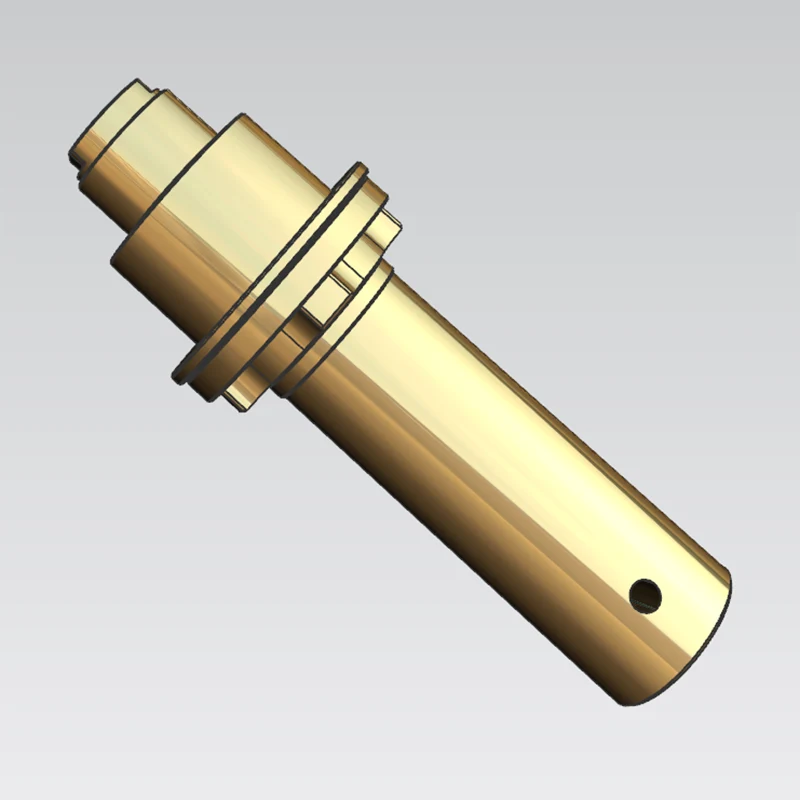
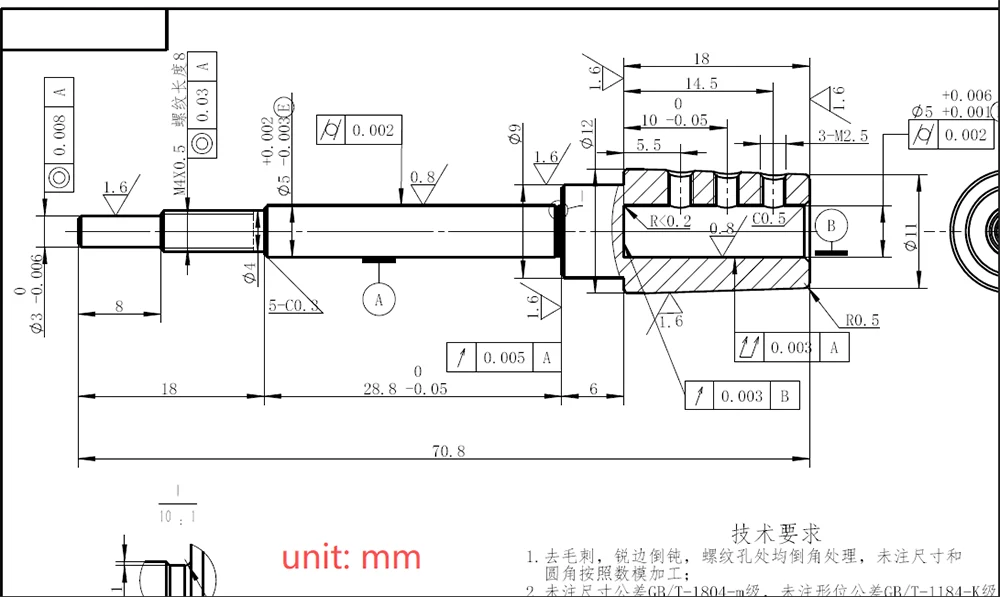
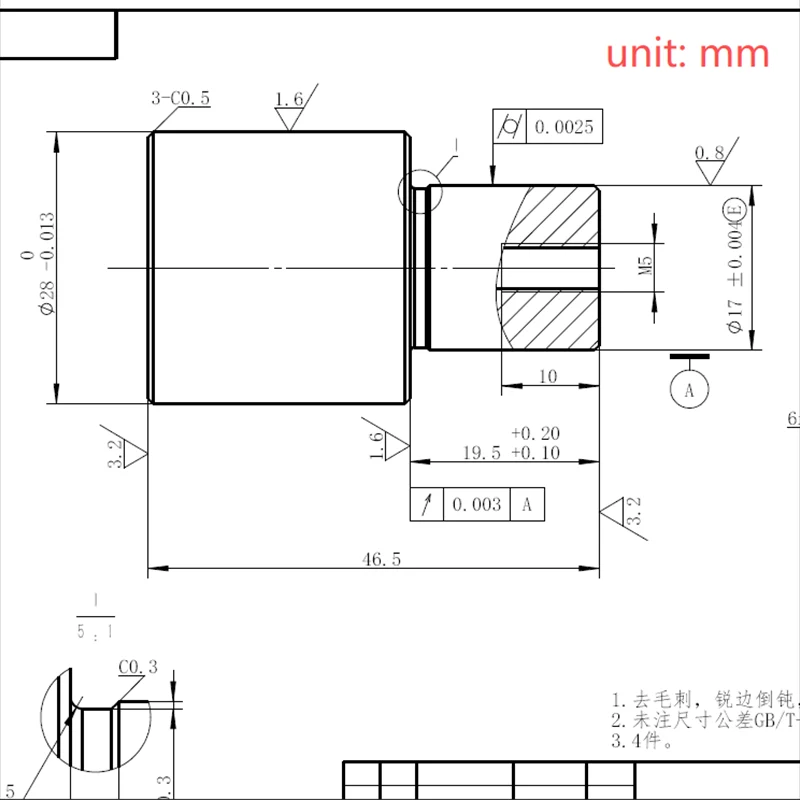
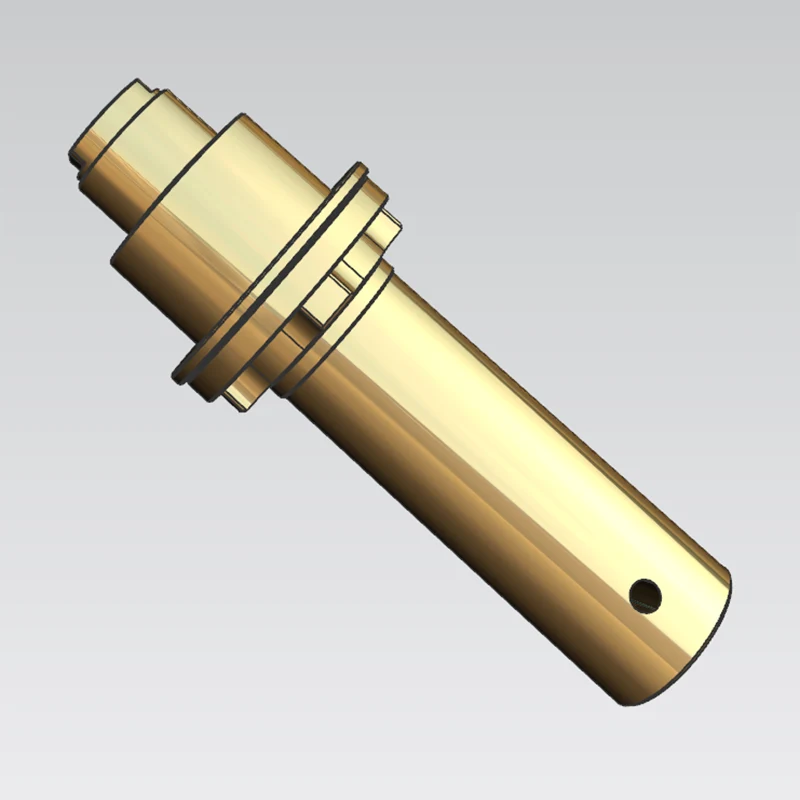
Werkstück: Antriebswelle für Hochgeschwindigkeits-Industriemotoren der Serie 70B.
Rohmaterial: Vergüteter 40Cr-Stahl; fertige Basishärte von HRC 32–36.
Anwendungsszenario: Kernwellenkomponente für Hochgeschwindigkeits-Rotationsleistungsabgabe; Dauerbetrieb mit hoher Frequenz und hoher Geschwindigkeit ausgesetzt, was eine außergewöhnliche Ermüdungsfestigkeit, Rotationspräzision und dynamische Auswuchtleistung erfordert.
Obligatorische Präzisionsspezifikationen: Koaxialität mehrerer kritischer Passzapfen ≤0,01 mm; Rundlauf der Zapfenstirnfläche ≤0,01 mm. Darüber hinaus muss die Positionsgenauigkeit für stirnseitige Gewindelöcher und umlaufende Keilnuten relativ zum Zapfenbezug kontrolliert werden. Herausforderungen bei der anfänglichen Materialverarbeitung: Nach dem Abschrecken und Anlassen erhöht sich die Härte des 40Cr-Substrats, was zu einem hohen Schnittwiderstand und schnellem Verschleiß bei herkömmlichen Hartmetallwerkzeugen führt; Beim Hochgeschwindigkeitsschneiden ist die Welle anfällig für Verformungen, die durch die Freisetzung von Schnittspannungen und eine radiale Werkzeugablenkung verursacht werden, was zu einem Verlust der Rotationsgenauigkeit führt.
Problempunkte bei der früheren ausgelagerten Bearbeitung des Kunden: Der frühere Lieferant verwendete segmentierte Dreh- und Mehrfachspannvorrichtungen, was zu ständig übermäßigen Koaxialitätsfehlern der Zapfen und zur Nichterfüllung der dynamischen Auswuchtstandards führte; Der Motor vibrierte während des Hochgeschwindigkeitsbetriebs heftig, und wiederholte Nacharbeiten konnten die Probleme im Zusammenhang mit spannungsbedingten Verformungen und Klemmfehlern nicht beheben.
3.1. Integriertes Spannen und Bearbeiten: Eine einzige Spanneinrichtung unter Verwendung eines einheitlichen Bezugspunkts ermöglicht die gleichzeitige Bearbeitung mehrstufiger zylindrischer Flächen und passender Endflächen und beseitigt so Probleme, die durch inkonsistente Bezugspunkte bei der segmentierten Bearbeitung verursacht werden.
3.2. Optimierung der Bearbeitungszugabe und Spanabfuhr: Bei der Grobbearbeitung kritischer Lagerzapfen wird eine gleichmäßige Schlichtzugabe von 0,3 mm reserviert; Ein Hochdruck-Innenkühlsystem wird eingesetzt, um die Schneidzone in Echtzeit zu spülen, gleichzeitig das Teil zu kühlen und Späne abzuleiten, wodurch sekundäre Oberflächenkratzer verhindert und thermische Verformungen minimiert werden.
3.3. Endbearbeitungsstrategie: Es werden ultrafeinkörnige Hartmetallwerkzeuge mit hoher Steifigkeit ausgewählt, und ein progressiver Schichtreduzierungsprozess wird verwendet, um interne Schnittspannungen schrittweise abzubauen und die radiale Werkzeugauslenkung zu kontrollieren, wodurch eine langfristige Maßhaltigkeit für Komponenten mit langen Wellen gewährleistet wird.
3.4. Endbearbeitung von Hilfsmerkmalen: Gewindelöcher an Endflächen und umlaufenden Keilnuten werden mithilfe spezieller koaxialer Positionierungsvorrichtungen bearbeitet, die auf den Rotationsbezugspunkt des Zapfens ausgerichtet sind, um sicherzustellen, dass die Positionsgenauigkeit dieser Merkmale den Zeichnungstoleranzen entspricht.
Umfangreiche Prüfausrüstung: Koordinatenmessgerät (KMG), hochpräzises Rundheitsmessgerät und dynamisches Auswuchtmessgerät; Doppelte umfassende Inspektion, die sowohl die Abmessungen als auch das dynamische Gleichgewicht abdeckt. Gemessene Präzisionsdaten: Die Koaxialität des mehrstufigen Zapfens beträgt konstant ≤0,008 mm und der Planlauf beträgt ≤0,005 mm; Alle geometrischen und Positionstoleranzen entsprechen den Spezifikationen und die Rotorwelle besteht den anfänglichen dynamischen Auswuchttest, ohne dass eine erneute Auswuchtung erforderlich ist.
Feedback zur Projektumsetzung: Prototypen haben die Abnahmeprüfung beim ersten Versuch bestanden und Vibrations- und Geräuschpegel während des Hochgeschwindigkeitsbetriebs entsprechen den nationalen Standards für Industriemotoren; Serienmäßig hergestellte Wellen weisen während des Betriebs keine spannungsbedingte Verformung oder abnormalen Verschleiß auf, wobei Festigkeit und Rotationsstabilität den langfristigen Serviceanforderungen entsprechen, was zu einer langfristigen Outsourcing-Partnerschaft mit dem Kunden führt.
Adresse
Bezirk Guangming, Stadt Shenzhen, Provinz Guangdong, China
Tel









