


Unsere Fräsdrehbearbeitung integriert Dreh- und Fräsprozesse. Beim Drehen wird das Werkstück gedreht, während das Werkzeug vorgeschoben wird, um Außendurchmesser, Innenbohrungen, Endflächen und Gewinde zu schneiden. Es eignet sich für Rotationsteile mit Durchmessern von 5–800 mm, Präzisionsqualitäten von IT7–IT9 und einer Oberflächenrauheit von Ra 0,8–6,3 μm. Beim Fräsen schneidet ein rotierendes Werkzeug Ebenen, Schlitze und Konturen; Es eignet sich für quadratische oder unregelmäßig geformte Teile mit Fräsbreiten von 50–1000 mm, einer Präzision von ±0,02–0,1 mm und einer Oberflächenrauheit von Ra 1,6–6,3 μm.
Der kombinierte Prozess – ob Drehen gefolgt von Fräsen, Fräsen gefolgt von Drehen oder ein Wechsel zwischen beiden – nutzt Drehen, um Konzentrizität sicherzustellen, und Fräsen, um Ebenen, Schlitze und Löcher zu bearbeiten, was zu hoher Präzision und Effizienz bei komplexen Teilen führt.
|
Maßhaltigkeit |
OD |
AUSWEIS |
T(C) |
DP |
SH |
|
Einheit: ±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.005 |
|
Geometrische Genauigkeit |
Rundheit |
Koaxialität |
Geradheit |
Zylindrizität |
Konzentrizität |
|
Einheit: ±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
Produktionskapazität |
1~999999 Stk |
1~999999 Stk |
1~999999 Stk |
1~999999 Stk |
1~999999 Stk |
|
Produktionszyklus |
3-20 Tage |
3-20 Tage |
3-20 Tage |
3-20 Tage |
3-20 Tage |
Zu den ausgestatteten Inspektionsinstrumenten und Messwerkzeugen gehören: KMGs, optische Messsysteme, Profilprojektoren, Laser-Durchmessermessgeräte, Laserinterferometer, Oberflächenrauheitsmessgeräte, Rundheitsmessgeräte, Werkzeugmikroskope, Stereomikroskope, Mikrometer, Stiftmessgeräte, Messuhren, hochpräzise Mikrometer, elektronische Höhenmessgeräte, Messschieber, Endmaße, Härteprüfgeräte und Gewindemessgeräte.
Die Fräsdrehbearbeitungsmöglichkeiten von Sanluo Precision bieten erhebliche Vorteile: Komplementäre Funktionen (Drehen passt zu Rotationsflächen; Fräsen passt zu flachen und komplexen Formen; die Kombination erweitert das Spektrum der bearbeitbaren Teile, einschließlich Wellen, Scheiben, Gehäuse und Laufräder); Erhöhte Präzision (Drehen sorgt für Konzentrizität und Rundheit; Fräsen sorgt für Ebenheit und Rechtwinkligkeit; die Kombination erreicht eine hohe geometrische Toleranzgenauigkeit, wie z. B. 0,02 mm Konzentrizität und 0,03 mm Rechtwinkligkeit); Erhöhte Effizienz (optimierte Abfolge von Schrupp- und Schlichtdrehen/Fräsen ermöglicht einen schnellen Materialabtrag bei gleichzeitiger Gewährleistung der Präzision, wodurch die Effizienz um 30–50 % gesteigert wird); Hervorragende Oberflächenqualität (beim Drehen wird ein Ra von 0,8–3,2 μm und beim Fräsen ein Ra von 1,6–6,3 μm erreicht, was zu glatten Oberflächen führt); Kostenreduzierung (weniger Prozessschritte; eine einzelne Multitasking-Maschine erfordert weniger Investitionen und Stellfläche als mehrere eigenständige Maschinen); und Hohe Anpassungsfähigkeit (flexibel für Einzelstück- oder Kleinserienproduktion, dennoch hocheffizient für Massenproduktion).
Als professioneller Hersteller von Fräsdrehbearbeitungen bietet Sanluo Precision umfassende und zuverlässige Dienstleistungen. Ausrüstungskonfiguration: Drehausrüstung (30 CNC-Drehmaschinen/Drehzentren; Durchmesser φ10–800 mm; Präzisionsklasse IT7); Fräsausrüstung (20 vertikale/horizontale Bearbeitungszentren; Verfahrweg 500–2000 mm; Präzision ±0,01 mm); Fräs-Dreh-Ausrüstung (10 5-Achsen-Fräs-Dreh-Zentren von Mazak/DMG Mori, die die Bearbeitung in einer Aufspannung unterstützen); Inspektionsausrüstung (KMG, Rundheitstester, Rauheitstester und optisches Messsystem mit einer Genauigkeit von 0,003 mm für die Prüfung vollständiger Abmessungen); Technisches Team (20 Verfahrensingenieure, 30 Programmierer, 50 Techniker); ISO9001-System (Erstmusterprüfung, prozessbegleitende Patrouillenprüfung, vollständige Endproduktprüfung; 99 % Erfolgsquote). Das Unternehmen bietet seinen globalen Kunden professionelle, maßgeschneiderte Fräsdrehbearbeitungsdienstleistungen an.
|
Parameterkategorie |
Parameterdetails |
|
Gerätemodell |
842-Serie |
|
Marke |
Schaublin |
|
Kernpositionierung |
Hochpräzise Maschine für komplexe Anwendungen, auch zum Hartdrehen geeignet |
|
Achsenkonfiguration |
Konfigurierbar mit Y-Achse und bis zu 7 Interpolationsachsen |
|
Spindelgenauigkeit |
Die Spindel verfügt über eine außergewöhnliche geometrische Genauigkeit von weniger als 0,5 μm |
|
Bearbeitungskapazität |
Maximaler Drehdurchmesser: 360 mm; Maximale Drehlänge: 398 mm |
|
Turmsystem |
Hochpräziser Radialrevolver VDI30 mit 16 Stationen |
|
Optionale Konfiguration |
Gegenspindel und zweiter Revolver sind optional erhältlich |
|
CNC-System |
FANUC-System |
|
Typische Anwendungen |
Präzisionsfräsdrehbearbeitungsteile usw |
|
Parameterkategorie |
Parameterdetails |
|
Gerätemodell |
INDEX MS16-6 Plus |
|
Kernpositionierung |
Mehrachsige hocheffiziente und multifunktionale Bearbeitung |
|
Anzahl der Achsen und Spindeln |
6 Arbeitsspindeln und 2 Synchronspindeln |
|
Bearbeitungskapazität |
Stangendurchmesser: 16 mm (22 mm für Plus-Version) |
|
Spindelsystem |
Maximale Geschwindigkeit: 10.000 U/min; Maximale Leistung: 15 kW; Maximales Drehmoment: 18 Nm |
|
Werkzeugpfostensystem |
Bis zu 12 Werkzeugaufnahmen |
|
Kernfunktionen |
Unterstützt Polygondrehen, Fräsen, Querlochentgraten und andere Bearbeitungstechnologien |
|
CNC-System |
iXpanel-Betriebssystem basierend auf Siemens S840D sl |
|
Kernvorteile |
Kurze Werkzeugwechselzeit, starke Leistung und kurze Nebenzeit; fähig zur dualen Drei-Achsen-Bearbeitung |
|
Typische Anwendungen |
Präzisionsfräsdrehbearbeitungsteile usw |




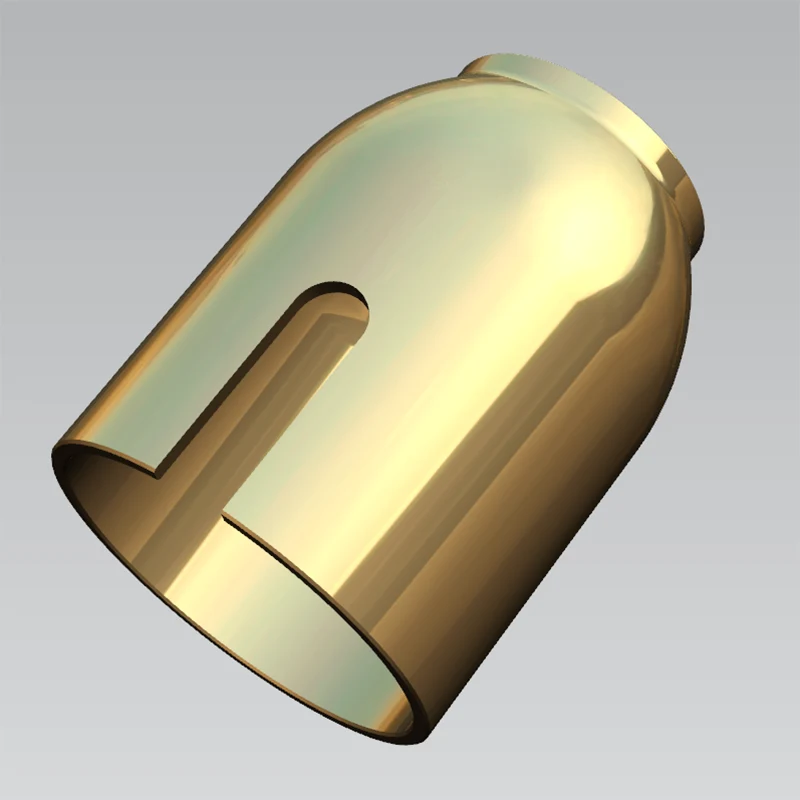
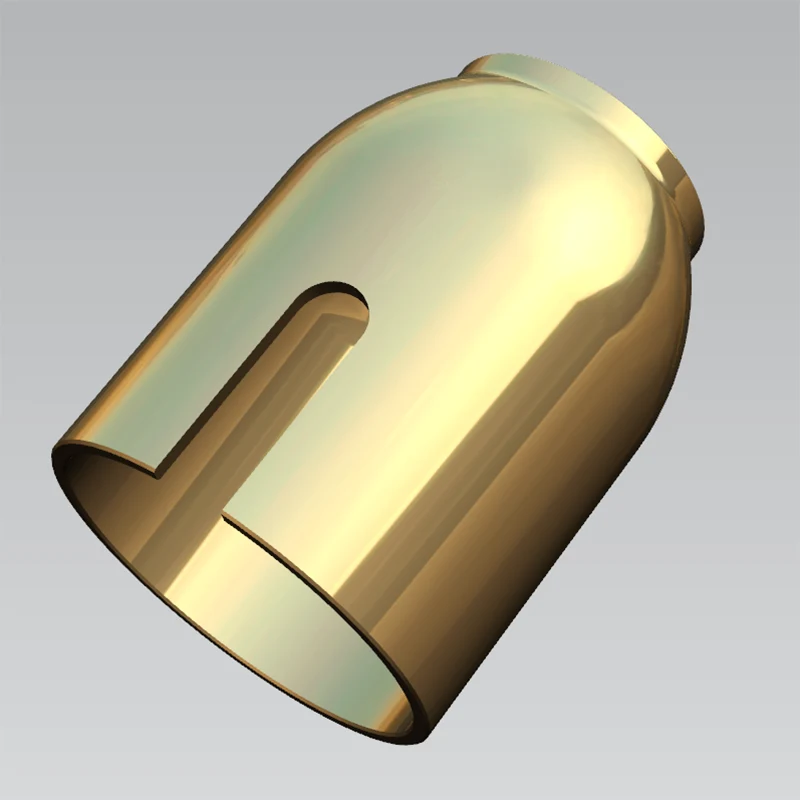
Bei diesem Produkt handelt es sich um eine maßgeschneiderte Kernkomponente für ein Medizintechnikunternehmen in Shanghai. Es besteht aus Edelstahl 316L und wird in implantierbaren medizinischen Geräten verwendet. Das Produkt entspricht den strengen Standards der Medizinindustrie hinsichtlich Korrosionsbeständigkeit, Oberflächenqualität und verschiedenen geometrischen Abmessungen und Toleranzen (GD&T).
Der Kunde spezifizierte kritische technische Anforderungen: Koaxialität zwischen Innenbohrung und Außendurchmesser, Planlauf und Maßhaltigkeit der äußeren Konturfläche. Wichtige Passflächen erforderten eine Koaxialitätstoleranzkontrolle innerhalb von 0,01 mm und eine äußere Oberflächenrauheit von Ra ≤ 0,8. Das fertige Werkstück musste frei von Graten und Kratzern sein und den medizinischen Oberflächenspezifikationen vollständig entsprechen. Aufgrund der hohen Duktilität von 316L-Edelstahl, die ihn anfällig für Werkzeuganhaftung und -durchbiegung macht, konnten herkömmliche separate Dreh- und Fräsprozesse nicht gleichzeitig Oberflächengenauigkeit und Positionstoleranzen gewährleisten. Der Kunde spezifizierte daher den Einsatz der Fräsdrehbearbeitungstechnologie.
Um diese Bearbeitungsherausforderungen zu bewältigen, haben wir ein Fräs-Dreh-Zentrum für die integrierte Bearbeitung eingesetzt und alle Vorgänge – einschließlich Außendurchmesser, Innenbohrung, konturierte Oberfläche und Seitenschlitze – in einer einzigen Aufspannung durchgeführt. Während der Grobbearbeitungsphase wird auf kritischen Oberflächen eine Bearbeitungszugabe von 0,2 mm belassen, und ein Hochdruckkühlsystem wird durchgehend eingesetzt, um die Späne kontinuierlich wegzuspülen und so wirksam zu verhindern, dass der Edelstahl am Schneidwerkzeug haften bleibt. Für die Endbearbeitung werden spezielle Formwerkzeuge mit niedrigen Geschwindigkeits- und hohen Vorschubparametern verwendet; Die präzise Steuerung der Werkzeugablenkung gewährleistet die Genauigkeit des gekrümmten Profils, während die gleichzeitige Bearbeitung des Seitenschlitzes Fehler im Zusammenhang mit dem Umspannen eliminiert.
Nach Abschluss führen wir umfassende Prüfungen aller kritischen Abmessungen und Spezifikationen mit einem Koordinatenmessgerät (KMG) und einem Oberflächenrauheitsmessgerät durch. Die gemessenen Ergebnisse zeigen, dass die Koaxialität durchgängig innerhalb von 0,03 mm kontrolliert wird, der Planlauf nicht mehr als 0,01 mm beträgt und die Oberflächenrauheit Ra0,8 erreicht – alles entspricht den Zeichnungsspezifikationen. Das Produkt bestand die Abnahmeprüfung beim ersten Versuch, ließ sich reibungslos zusammenbauen und erfüllte alle für medizinische Geräte erforderlichen Sauberkeits- und Präzisionsstandards.
Der frühere Lieferant des Kunden nutzte einen mehrstufigen Bearbeitungsprozess; Durch wiederholtes Spannen kam es zu Abweichungen im Kurvenprofil und zu Interferenzproblemen bei der Montage – Probleme, die trotz mehrfacher Nachbesserungsversuche nicht vollständig gelöst werden konnten. Unser Dreh-Fräs-Verbundbearbeitungsprozess eliminierte Spannfehler an der Quelle und meisterte diese Herausforderung erfolgreich. Diese Charge von Motorendkappen funktioniert derzeit stabil in implantierbaren medizinischen Geräten; Sowohl die Korrosionsbeständigkeit als auch die Betriebsleistung entsprechen den Erwartungen des Kunden. Die daraus resultierende langfristige Partnerschaft verdeutlicht den außergewöhnlichen Wert der Dreh-Fräs-Verbundbearbeitung für hochpräzise Edelstahlkomponenten in medizinischer Qualität.
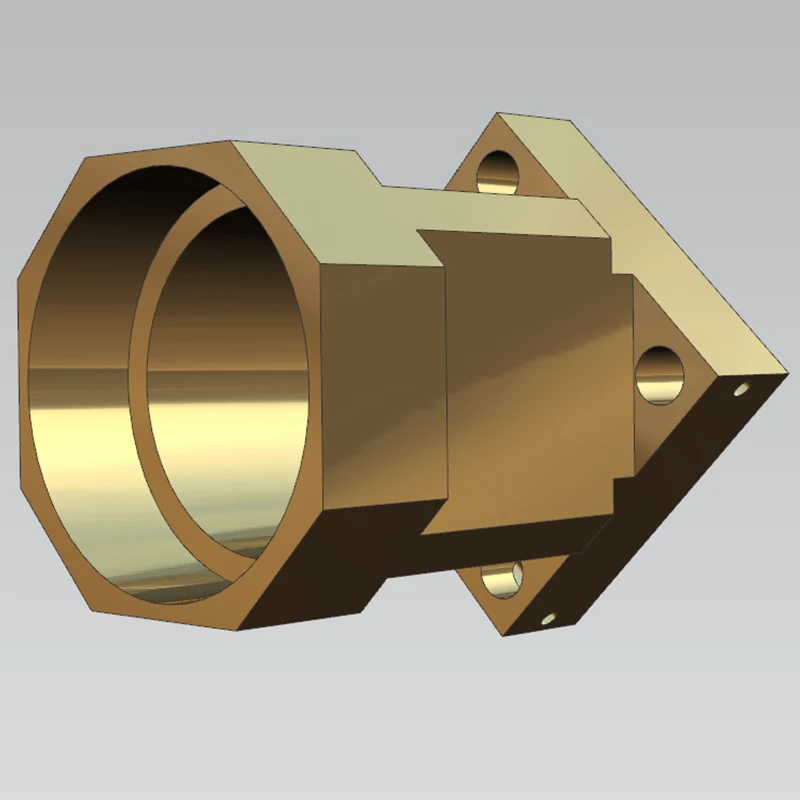
Diese Edelstahlhülse dient als zentrale Führungskomponente für BOSCH-Automatisierungsgeräte. Da es aus rostfreiem Stahl gefertigt ist und in Präzisionsübertragungsmechanismen eingesetzt wird, stellt es höchste Ansprüche an Koaxialität, Positionsgenauigkeit und Oberflächenqualität.
Zu den wichtigsten Inspektionsstandards des Kunden gehören: Koaxialität zwischen Innenbohrung und Außendurchmesser, Planlauffehler sowie die Positionsgenauigkeit des Langseitenschlitzes und der Positionierungslöcher. Zeichnungsspezifikationen erfordern eine strikte Koaxialitätstoleranz für kritische Passflächen von weniger als 0,05 mm sowie strenge Grenzwerte für die Rundheit und Zylindrizität des Außendurchmessers und der Innenbohrung. Alle Außenkanten müssen entgratet und abgerundet sein und die Werkstückoberfläche muss frei von Kratzern und Graten sein. Edelstahl neigt während der Bearbeitung zu Anhaftungen und Werkzeugverformungen; Die traditionelle mehrstufige Verarbeitung hat Schwierigkeiten, gleichzeitig strenge Form-, Ausrichtungs- und Positionstoleranzen einzuhalten. Daher spezifizierte der Kunde den Einsatz eines Turn-Mill-Composite-Bearbeitungsverfahrens.
Wir nutzten ein Dreh-Fräs-Bearbeitungszentrum, um einen „One-Stop“-Produktionsprozess zu erreichen und die Bearbeitung des Außendurchmessers, der Innenbohrung, der Endfläche, der Seitenschlitze und der Positionierungslöcher in einer einzigen Aufspannung abzuschließen. Bei der Grobbearbeitung wurde für kritische Bereiche ein Schlichtaufmaß von 0,2 mm reserviert und durchgehend Hochdruckkühlmittel angewendet, um Späne wegzuspülen und zu verhindern, dass das Werkzeug am Werkstück kleben bleibt. Für die Endbearbeitung verwendeten wir spezielle Werkzeuge aus rostfreiem Stahl und passten die Schnittparameter an, um die Werkzeugdurchbiegung präzise zu steuern. Seitenschlitze und Positionierungslöcher wurden gleichzeitig bearbeitet, um Genauigkeitsabweichungen durch Umspannen zu vermeiden.
Die fertigen Teile wurden einer umfassenden Prüfung mit einem Koordinatenmessgerät (KMG) und einem Oberflächenrauheitsmessgerät unterzogen. Die gemessene Koaxialität blieb innerhalb von 0,03 mm stabil, der Endflächenschlag wurde innerhalb von 0,01 mm kontrolliert und alle Positions- und Maßtoleranzen entsprachen den Blaupausenspezifikationen. Die Proben bestanden die Prüfung beim ersten Versuch; Der Zusammenbau verlief reibungslos und die Vibrations- und Geräuschpegel während des Gerätebetriebs blieben deutlich innerhalb der Designgrenzen.
Früher litten Teile, die in einer mehrstufigen Bearbeitung hergestellt wurden, unter Problemen mit der Koaxialität und der Positionsgenauigkeit, die durch Spannfehler verursacht wurden, was zu häufigen Blockierungen und ungewöhnlichen Geräuschen während des Betriebs führte – Probleme, die durch wiederholte Nacharbeiten nicht behoben werden konnten. Durch das Turn-Mill-Composite-Verfahren wurden Aufspannfehler grundsätzlich eliminiert. Diese Hülsencharge befindet sich nun im stabilen Langzeiteinsatz in automatisierten Anlagen und erfüllt alle Anforderungen an Betriebsstabilität und Passgenauigkeit. Nachfolgende Großaufträge wurden uns weiterhin anvertraut, was die erheblichen Vorteile der Dreh-Fräs-Verbundbearbeitung für hochwertige industrielle Edelstahlkomponenten weiter bestätigt.

Adresse
Bezirk Guangming, Stadt Shenzhen, Provinz Guangdong, China
Tel









