




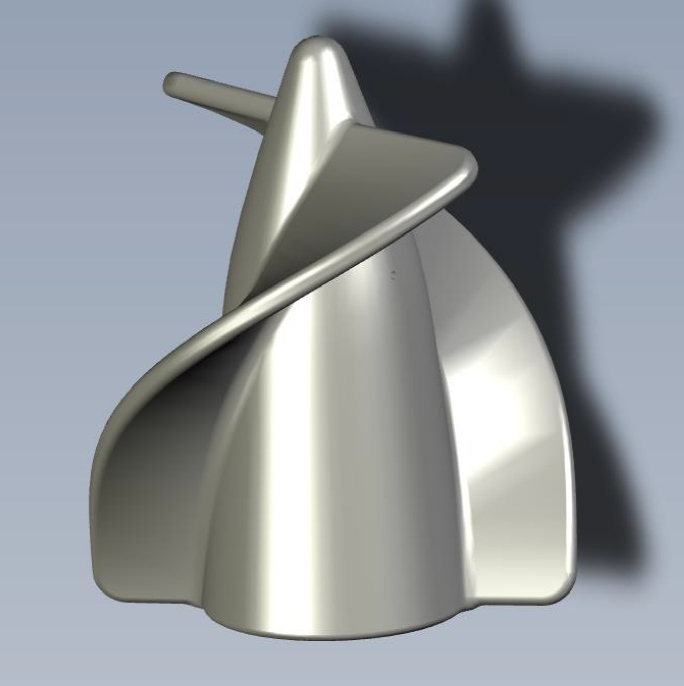
Als professioneller 5-Achsen-Bearbeitungshersteller und -lieferant in China beherrscht Sanluo Precision die 5-Achsen-Simultanbearbeitung für komplexe Teile und bietet maßgeschneiderte Dienstleistungen für High-End-Industrien wie Luft- und Raumfahrt, Automobilform, medizinische Geräte und Energieausrüstung. Wir realisieren die Präzisionsbearbeitung komplexer Oberflächen und spezieller Strukturen und erfüllen dabei die strengen Anforderungen der modernen Fertigung.
| Maßgenauigkeit | OD | AUSWEIS | DP | SW | GD |
| Einheit: ±/mm | 0.005 | 0.01 | 0.005 | 0.005 | 0.002 |
| Geometrische Genauigkeit | Rundheit | Koaxialität | Zylindrizität | Symmetrie | Positionstoleranz |
| Einheit: ±/mm | 0.008 | 0.01 | 0.01 | 0.008 | 0.01 |
| Produktionskapazität | 1~999999 Stk | 1~999999 Stk | 1~999999 Stk | 1~999999 Stk | 1~999999 Stk |
| Produktionszyklus | 3–20 Tage | 3–20 Tage | 3–20 Tage | 3–20 Tage | 3–20 Tage |
Inspektionsausrüstung:KMG, optische Messsysteme, Projektoren, Laser-Durchmessermessgeräte, Laserinterferometer, Rauheitsmessgeräte, Rundheitsmessgeräte, Werkzeugmikroskope, Stereomikroskope, Mikrometer, Stiftmessgeräte, Messuhren, Höhenmessgeräte, Messschieber, Endmaße, Härteprüfgeräte, Gewindelehren.
Als professioneller 5-Achsen-Bearbeitungshersteller zeichnen wir uns durch die Bearbeitung komplexer Freiformflächen in den Bereichen Luft- und Raumfahrt, Automobil, Medizin und Energie aus. Unsere 5-Achsen-Simultantechnologie sorgt in Kombination mit fortschrittlicher CAM-Programmierung und speziellen Werkzeugen für hohe Genauigkeit, hervorragende Oberflächengüte und die Eliminierung von Werkzeugmarkierungen.
Fazit:Unser bewährtes Fachwissen in der komplexen Oberflächenbearbeitung verwandelt anspruchsvolle Geometrien in produktionsreife Komponenten, die stets die anspruchsvollsten Industriestandards erfüllen – vom Prototyp bis zur Serienfertigung.
Wir unterstützen unsere 5-Achsen-Bearbeitung mit erstklassigen Werkzeugmaschinen, intelligenter Prozesssteuerung und umfassenden Hilfssystemen. Unsere Anlage gewährleistet stabile, wiederholbare Präzision für mittlere bis große Teile, vom Prototypen bis zur Großserienproduktion.
Fazit:Mit unserer integrierten Ausrüstungsbasis, intelligenten Prozesssteuerungen und strengen prozessbegleitenden Überprüfungen liefern wir stabile, wiederholbare 5-Achsen-Präzision, die Ihre Produktionslinie am Laufen hält – und Ihre Qualitätsstandards konsequent übertreffen.
| Parameter | Einzelheiten |
| Modell | Mikro5 |
| Kernpositionierung | Hochdynamische, hochpräzise Bearbeitung von Mikro- und hochwertigen Bauteilen |
| Schlüsselgenauigkeit | WiederholenFähigkeit0,0005 mm, Positionierungsgenauigkeit< 0,002 mm |
| Spindel | Höchstgeschwindigkeit60.000 U/min |
| Struktur | Kompakt, Gesamtgewicht 550 kg; dreilagiges Werkzeugmagazin mit 60 Werkzeugen; Das Palettensystem bietet Platz für 6 Nullpunktvorrichtungen |
| Energie & Umwelt | Geringer Verbrauch (<500 W), mit Ölnebelabscheider |
| CNC-System | Beckhoff (Deutschland) |
| Verfahrweg (X/Y/Z) | 78 / 56 / 50 mm |
| Typische Anwendungen | Mikrotechnische Komponenten, kleine Edelmetallteile |
| Parameter | Einzelheiten |
| Modell | DMU 105 monoBLOCK |
| Kernpositionierung | Hochpräzise 5-Achsen-Bearbeitung großer, komplexer Teile |
| Achsen und Gestänge | 5-Achsen-simultan |
| Bettstruktur | GGG60-Sphäroguss, einteiliger Guss mit FEM-optimierter Steifigkeit, die 40 % höher ist als bei herkömmlichen Konstruktionen |
| Schlüsselgenauigkeit | Direktantrieb der A/C-Achsen, Indexierungsgenauigkeit ±1 Bogensekunde; Tischpositionierungsgenauigkeit bis zu 0,001 mm |
| Spindelsystem | HSK-A100-Schnittstelle, Leistung 44 kW, Drehmoment 288 Nm, Drehzahlbereich 50-10.000 U/min |
| Verfahrweg (X/Y/Z) | 1.135 mm / 1.050 mm / 750 mm |
| Hauptvorteile | Thermosymmetrisches Design reduziert thermische Verformung; optionaler Palettenwechsler und In-Prozess-Messung zur Automatisierung |
| Typische Anwendungen | Präzise 5-Achsen-bearbeitete Komponenten |
| Parameter | Einzelheiten |
| Modell | JDGR400T |
| Kernpositionierung | Präzision im Mikrometerbereich, unterstützt Fräs-Dreh-Verbundprozesse |
| CNC-System | Selbstentwickelter JD50, Bewegungssteuerungsauflösung 10 nm |
| Spindel | JD150S Hochgeschwindigkeits-Elektrospindel, HSK-A50, maximale Drehzahl 32.000 U/min |
| Schlüsselgenauigkeit | Wiederholgenauigkeit im Mikrometerbereich; Wiederholgenauigkeit der AC-Achse 4″ |
| Drehtisch | Zweiachsiger Direktantrieb, Auflösung 0,0001° |
| Werkzeugmagazin | Kettentyp, Kapazität 63 Werkzeuge |
| Hauptvorteile | Durch die Messung auf der Maschine werden Werkzeug- und Werkstückfehler automatisch kompensiert und so die Chargenausbeute sichergestellt |
| Typische Anwendungen | Präzise 5-Achsen-Komponenten |
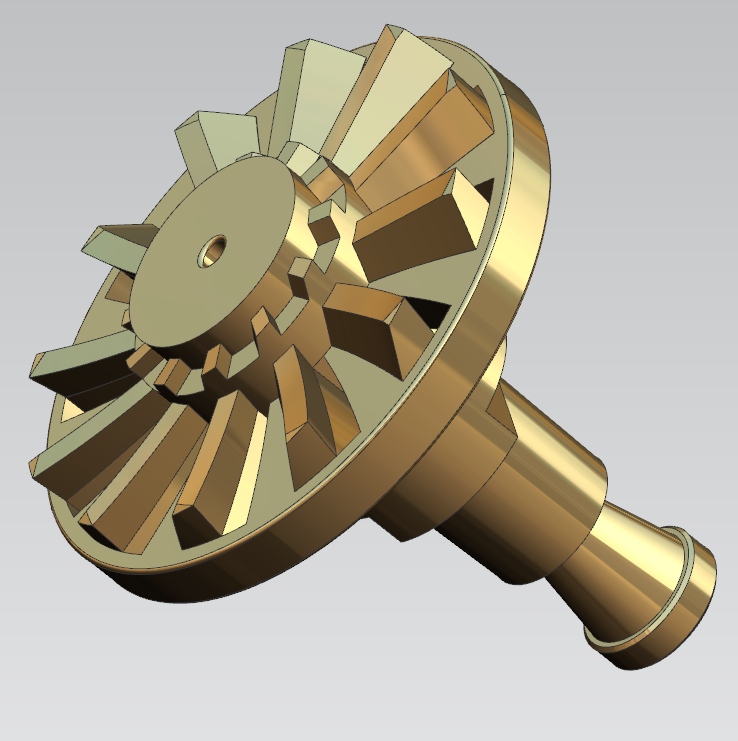
Dieses Laufrad besteht aus austenitischem Edelstahl SUS316 und dient als zentrale Strömungskomponente in Flüssigkeitserhöhungspumpen für einen brasilianischen Gerätehersteller. Der Kunde hatte sich an drei frühere Werkstätten gewandt, die alle aufgrund von Klingenverformung, Koaxialitätsproblemen, Verstopfung durch Mikrolöcher und schlechter Oberflächengüte scheiterten. Sie fanden uns über die Google-Suche und gaben drei strenge Anforderungen an: Chargenkonsistenz, Toleranzen im Mikrometerbereich und gratfreie Flüssigkeitskontaktoberflächen.
Wichtige Zeichnungsspezifikationen:
Wir verwendeten ein DMG MORI 5-Achsen-Bearbeitungszentrum, um das gesamte Laufrad in einer einzigen Aufspannung fertigzustellen und so Fehler bei mehreren Aufspannungen zu vermeiden. Prozessschritte:
Unterstützende Ausrüstung: Hochdruckkühlmittel, Renishaw-In-Prozess-Messtaster zur Werkzeugkompensation und automatische Bezugspunkteinstellung alle 20 Teile.
| Parameter | Probe 1 | Probe 2 | Probe 3 | Erfordernis |
| Klingen-Außendurchmesser φ31 | 31.004 mm | 30,998 mm | 31.001 mm | ±0,01 mm |
| Winkel 75° | 74,78° | 75,12° | 74,95° | ±0,5° |
| Klingenstärke 0,68 | 0,667 mm | 0,679 mm | 0,685 mm | ±0,05 mm |
| Mikroloch φ1,5 | 1,491–1,508 mm (10 Löcher) | Positionsfehler max. 0,021 mm | ±0,02 mm | |
| Koaxialität (Datum A) | 0,003 mm | 0,004 mm | 0,003 mm | ≤0,005 mm |
| Planlauffehler | 0,010 mm | 0,013 mm | 0,011 mm | ≤0,015 mm |
| Profil der Klingenoberfläche | maximal 0,018 mm | --- | --- | ≤0,02 mm |
| Oberflächenrauheit (Flüssigkeitskontakt) | Ra 0,32–0,38 μm | Passflächen Ra 0,62–0,75 μm | ≤0,4 / ≤0,8 | |
| Härte (HV) | 190–210 | Äquivalenter HRC <6 | ≤7 | |
Kundenergebnis:Nach Erhalt der ersten 50 Teile bestätigte die Inspektion des Kunden durch Dritte die Konformität zu 100 %. Im Vergleich zu früheren Anbietern sanken die Vibrationen um 70 %, der Lärm wurde um 16 dB reduziert und Mikrolöcher blieben frei. Mittlerweile hat der Kunde alle drei Laufradvarianten jährlich bestellt. Schriftliches Feedback: „Beste Maßhaltigkeit, die wir je bei Laufrädern aus Edelstahl gesehen haben.“
Nach 10 Monaten Nutzung keine Korrosion, Spannungsverformung oder Rückgabeansprüche. Wir stellen für jede Charge vollständige Prüfberichte, eine 100-prozentige Prüfung kritischer Toleranzen und kostenlose Nacharbeit für alle nicht konformen Teile zur Verfügung.
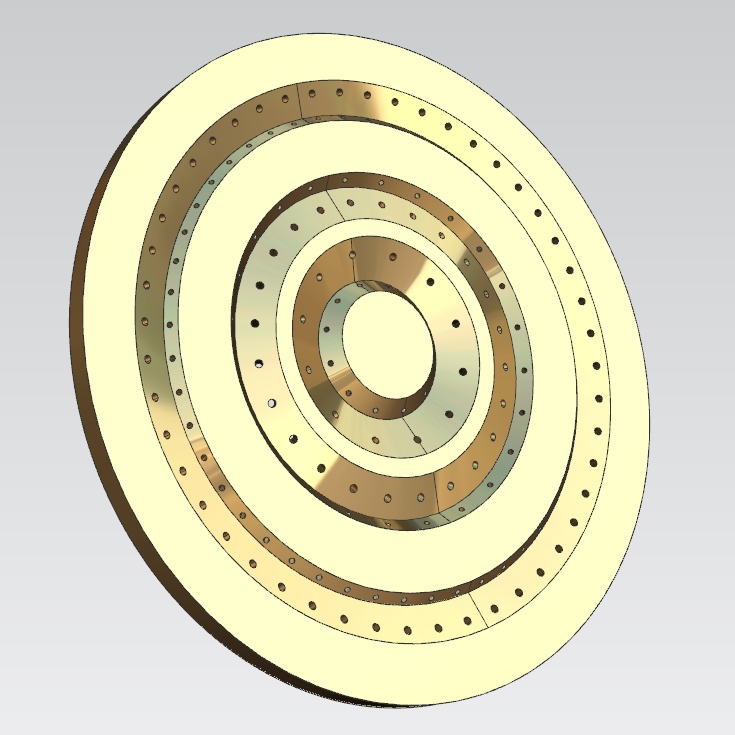
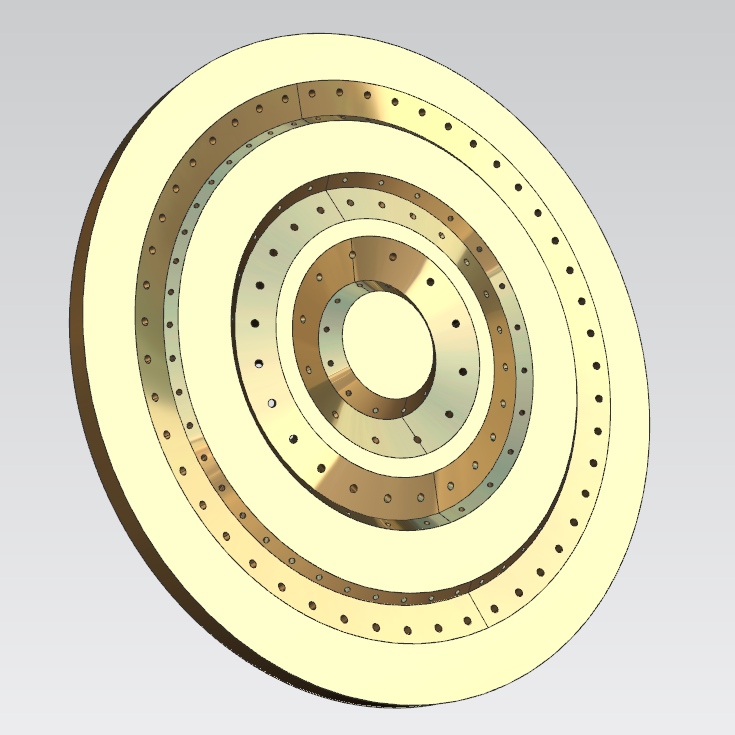
Diese runde mehrschichtige Flanschgrundplatte (Teilenummer SLY033-04-03A) besteht aus der Aluminiumlegierung 7075-T651 und wiegt 0,849 kg pro Stück. Sie dient als Kernträgerplatte in einer CVD-Kammer (Chemical Vapour Deposition) und unterstützt die Waferpositionierung unter Hochvakuum und zyklischen Temperaturänderungen. Der Kunde, ein inländischer Hersteller von Halbleiterausrüstung, hatte zuvor zwei andere Betriebe ausprobiert, bei denen die Ausbeute aufgrund von Problemen mit der Ebenheit, der Lochkoaxialität und der Rauheit der Dichtungsnuten unter 60 % lag. Sie kamen nach einer Überweisung auf uns zu.
Wichtigste Herausforderungen:
Alle Vorgänge wurden auf einem DMG 5-Achsen-Bearbeitungszentrum mit Einzelaufspannung durchgeführt, wodurch kumulative Fehler durch mehrere Aufspannungen vermieden wurden. Prozessschritte:
Inspektion: Zeiss KMG, Rauheitsmessgerät, Rundheitsmessgerät, Laser-Ebenheitsmessgerät. 100 % Erstmusterprüfung, 15 % Bemusterung für die Serienfertigung.
| Parameter | Messwerte | Erfordernis |
| Grundebenheit (5 Punkte) | 0,007, 0,009, 0,006, 0,010, 0,008 mm (maximal 0,010) | ≤0,012 mm |
| Koaxialität von 3 konzentrischen Flanschen | maximal 0,006 mm | ≤0,008 mm |
| Dübellochposition (8 Löcher) | 0,004–0,009 mm | ≤0,01 mm |
| Breite der O-Ring-Nut | 3,997-4,003 mm | ±0,005 mm |
| Ebenheit des Nutbodens | 0,002 mm | ≤0,003 mm |
| Eckenradius R0,8 | 0,798–0,801 mm | ±0,002 mm |
| Rauheit der Nutoberfläche | Ra 0,18 μm | ≤0,2 μm |
Kundenergebnis:Nach der Genehmigung des ersten Artikels bestätigte das Drittlabor des Kunden alle Daten innerhalb von ±0,002 mm unseres Berichts. Die Vakuumkammer erreichte einen Enddruck von 1×10⁻⁶ Pa ohne Leckage. Die Rendite stieg von 58 % auf99,2 %. Die Nacharbeitskosten sanken um 72 %. Die Montagezeit pro Einheit wurde von 1,8 Stunden auf 0,35 Stunden reduziert. Nach 50 thermischen Zyklen (-20 °C bis +120 °C) betrug die Ebenheitsverformung nur 0,011 mm (im Vergleich zu 0,038 mm beim vorherigen Lieferanten). Der Kunde hat uns nun alle Strukturteile der Vakuumkammer zur 5-Achsen-Bearbeitung übergeben.
Nach 14 Monaten kontinuierlicher Produktion wurden keine Dimensionsfehler gemeldet. Wir bieten eine 3-jährige Rückverfolgbarkeit der Prüfdaten und eine 6-monatige kostenlose Nacharbeitsgarantie für nicht konforme Teile.
Wir sind auf die simultane 5-Achsen-Fräs- und Dreh-Fräsbearbeitung auf DMG MORI-, Bumotec- und Mori Seiki-Zentren spezialisiert und bearbeiten Teile mit einem Verfahrweg von bis zu 1.135 mm und einem Gewicht von 2.000 kg mit Spindelgeschwindigkeiten von bis zu 60.000 U/min. Unsere 5-Achsen-Fähigkeiten umfassen:
Jedes Projekt nutzt UG NX/Mastercam/Hypermill-Programmierung, vollständige 3D-Simulation und prozessbegleitende Messung von Renishaw. Wir liefern eine Qualitätserfolgsquote von 98,8 % und bedienen Fortune-500-Kunden, darunter Huawei, BYD und Mindray.
Bei Teilen mit Hinterschneidungen, Freiformflächen oder enger Koaxialität (≤ 0,005 mm) – wie Laufrädern und Vakuumkammern – eliminiert die 5-Achsen-Anordnung mehrere Setups und erreicht Toleranzen, die die 3-Achsen-Maschine nicht einhalten kann.
Aluminium (7075, 6061), rostfreie Stähle, Titanlegierungen, Inconel, Kupferlegierungen, PEEK und Edelmetalle – jeweils mit speziellen Werkzeugwegen und Kühlmittel.
Standard-Außendurchmesser ±0,005 mm, Innendurchmesser ±0,01 mm, Koaxialität ≤0,01 mm und Positionstoleranz ≤0,01 mm; verifiziert durch Zeiss CMM und Laserinterferometer.
Spannungsarmglühen, kundenspezifische Vakuumbefestigung, schichtweises Schneiden (≤0,15 mm Tiefe) und symmetrische Werkzeugwege – Einhaltung der Ebenheit innerhalb von 0,010 mm, selbst bei Teilen mit einer Spannweite von 300 mm.
100 % KMG-Erstmusterprüfung, 15 % Chargenbemusterung und ein vollständiger Maßbericht zu jeder Lieferung – die Aufzeichnungen werden 18 Monate lang aufbewahrt.
Typischerweise 3–20 Tage, je nach Komplexität und Menge; Dringende Prototypen können auf 5–7 Werktage beschleunigt werden.


Adresse
Bezirk Guangming, Stadt Shenzhen, Provinz Guangdong, China
Tel








